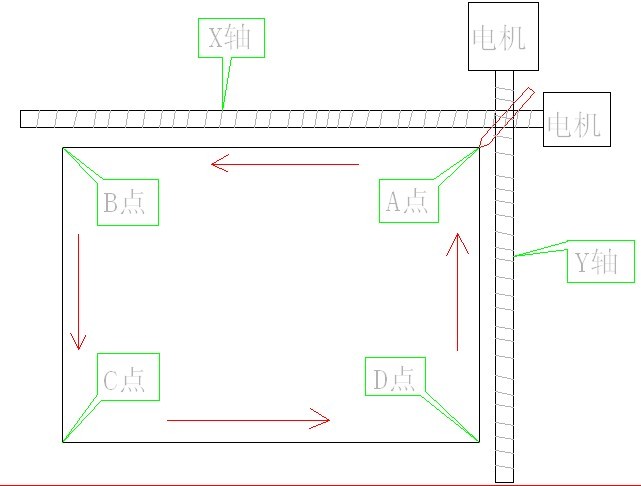
各位老師大家好!小弟從未接觸過伺服,現我想用一臺FX3UPLC控制兩個ES系列(或J2系列)伺服控制一個焊槍,過程是:啟動后X軸電機正轉推動焊槍從A點(原點)到B點后停止,此時Y軸電機正轉立即推動焊槍從B點到C點停止,此時X軸立即反轉推動焊槍從C點到D點后停止,此時Y軸電機立即反轉推動焊槍從D點到A點后停止,工作完成。工作過程中,在任何一個地方都可以暫停,重新啟動后又可從原暫停點啟動繼續工作,工件絕對是一個長方形或正方形,現在我擔心的是工作多次后會產生累積誤差,怎樣做到每次工作完成后焊槍都會回到A原點?用什么指令最好?(最好能給個該指令的樣例),如用接近開關進行定位或機械定位我怕誤差太大,誤差最大只充許0.2個毫米,希望各位老師指導指導。謝謝!
[ 此帖被向錢沖在2012-05-05 20:30重新編輯 ]
 滬公網安備31010802001143號
滬公網安備31010802001143號

