圖片:
圖片:
圖片:
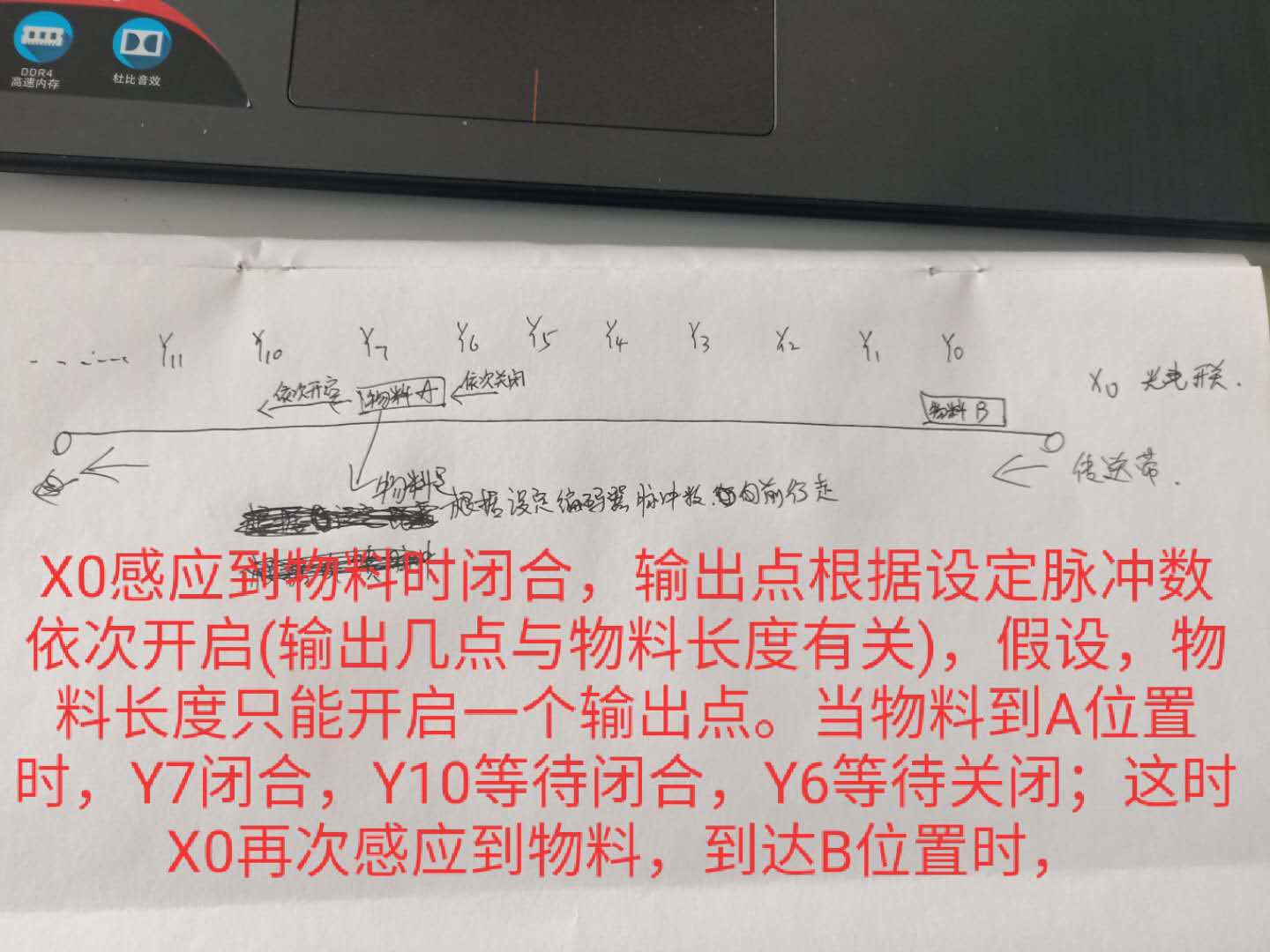
這時,A位置物料繼續(xù)向前行走,Y10閉合,Y7斷開,Y11通,Y10斷。。。。依次開啟,依次關(guān)閉
已知,X0感應(yīng)物料長度來依次輸出點,物料離開X0感應(yīng)點的范圍后,輸出依次關(guān)閉
那么下一塊物料過來時,X0再次閉合,到達(dá)B位置時,輸出控制思路求各位老師指點,
現(xiàn)在有個程序,其他的控制都實現(xiàn)了,就是這里,當(dāng)物料長度很短時,物料之間間隔過大,前面運行著呢,,后面又來一塊,沒思路了,求各位老師開導(dǎo)
傳送帶是在密閉箱體中,設(shè)備開啟后,傳送帶一直行走,只有進(jìn)料口有光電開關(guān)
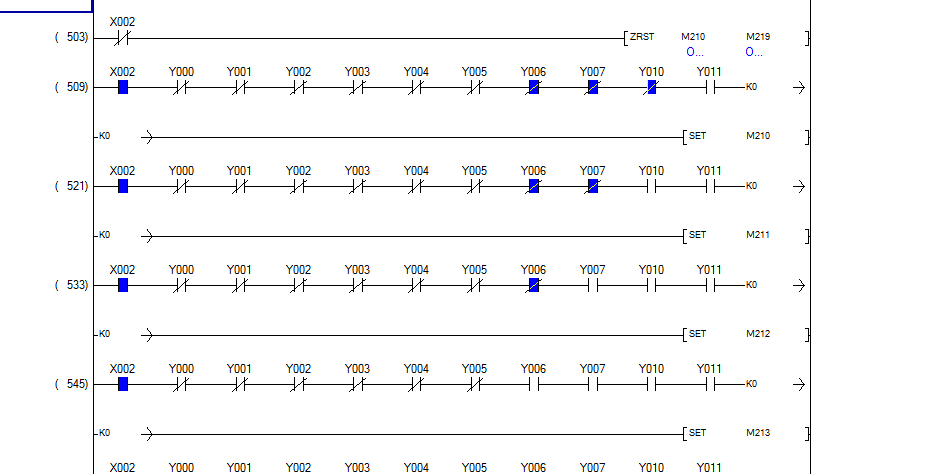
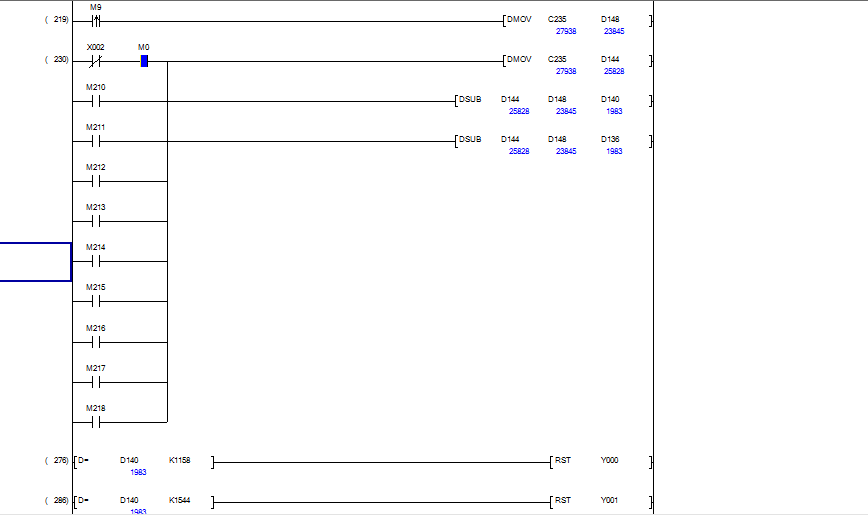
更新]謝謝各位的的辦法,現(xiàn)在重新整改思路,用的物料的實時位置和輸出位置相比較(因為輸出點接的負(fù)載位置是不變的),物料到哪里,開哪里,離開哪里,關(guān)閉哪里
用光電的常開加輸出點的互鎖置位M,用M來保持前方物料的狀態(tài),弊端就是,前方物料位置種類太多,都要寫上的話得有幾百種可能,程序繁瑣,暫時就想到了這個笨辦法
希望大神給點意見,和建議,早日把好辦法找出來
位移試過沒整出來,先入先出指令不怎么會用,暫時還沒試
再次更新,之前忙別的活把這個程序耽誤了,現(xiàn)在這個程序功能已經(jīng)實現(xiàn)了,待我稍微完善一下分享給大家
[ 此帖被青年加油在2021-03-08 11:56重新編輯 ]
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

